預(yù)精焊工藝優(yōu)勢(shì)總結(jié)
???一、前言
山東勝利鋼管有限公司預(yù)精焊(兩步法)螺旋縫埋弧焊管生產(chǎn)線,2011年投產(chǎn),是國(guó)內(nèi)第一條主機(jī)成套從德國(guó)引進(jìn)具有國(guó)際先進(jìn)水平的螺旋埋弧焊管生產(chǎn)線,產(chǎn)品規(guī)格范圍Φ610-Φ1626mm,最大壁厚25.4mm,最高材質(zhì)X120級(jí),產(chǎn)能可達(dá)36萬噸/年。
這種生產(chǎn)線目前國(guó)內(nèi)只引進(jìn)了兩條,另外一條由金洲管道2015年引進(jìn)。
預(yù)精焊生產(chǎn)線就是采用在鋼管成型過程中先進(jìn)行定位焊(即預(yù)焊)而后再離線進(jìn)行內(nèi)外埋弧焊接(即精焊)的工藝生產(chǎn)螺旋縫埋弧焊管的生產(chǎn)機(jī)組。與傳統(tǒng)的一步法生產(chǎn)工藝相比,預(yù)精焊機(jī)組的最主要優(yōu)點(diǎn)是將螺旋成型和埋弧焊分開。由于不受埋弧焊工藝的牽制,螺旋成型過程便可以在最高成型速度下最優(yōu)化的實(shí)現(xiàn),從而得到幾何形狀和尺寸公差最好的鋼管。由于鋼管已經(jīng)成型,且焊縫全長(zhǎng)已完成預(yù)焊,此狀態(tài)為埋弧焊提供了非常穩(wěn)定的焊接條件。故在接下來的精焊過程中,其埋弧焊操作在焊接過程、焊速和焊縫形狀方面可獲得最佳結(jié)果。該機(jī)組工藝技術(shù)先進(jìn)性主要如下:
(1)預(yù)精焊生產(chǎn)工藝有效地解決了成型和焊接之間的相互干擾問題。由于不受焊接過程的限制,可以對(duì)成型工藝參數(shù)進(jìn)行優(yōu)化,提高鋼管幾何形狀精度,螺旋成型過程可以在最高成型速度下最優(yōu)化的實(shí)現(xiàn),成型預(yù)焊速度可達(dá)10m/min。
(2)采用一套預(yù)焊配套四套精焊的生產(chǎn)工藝,充分發(fā)揮了成型和焊接的各自優(yōu)勢(shì),實(shí)現(xiàn)了高速成型、預(yù)焊和低速精焊的有機(jī)結(jié)合,提高了焊接質(zhì)量和生產(chǎn)效率。
(3)實(shí)現(xiàn)了從拆卷、矯平、剪切對(duì)焊、銑邊、遞送、板邊預(yù)彎、成型、預(yù)焊到定尺切管全過程計(jì)算機(jī)自動(dòng)化控制。
(4)應(yīng)用三臺(tái)重載銑邊機(jī)聯(lián)合銑邊工藝,銑刀盤具備仿形隨動(dòng)功能,確保了板邊質(zhì)量,為高質(zhì)量精焊打下基礎(chǔ)。
(5)預(yù)精焊板邊預(yù)彎工藝采用三輥預(yù)彎?rùn)C(jī)構(gòu)。三輥預(yù)彎工藝有效地防止了帶鋼在成型過程中因變形不足而產(chǎn)生的成型縫“噘嘴”現(xiàn)象,從根本上解決了鋼管管端“直邊”問題。
(6)精焊機(jī)組實(shí)現(xiàn)了一鍵式自動(dòng)化作業(yè)。
(7)采用高智能化數(shù)字焊接電源,實(shí)現(xiàn)了對(duì)整個(gè)焊接過程實(shí)時(shí)精準(zhǔn)的閉環(huán)控制,實(shí)現(xiàn)熱輸入量參數(shù)化,有利于減少焊接缺陷并有效控制焊縫余高及焊縫外觀。
(8)實(shí)現(xiàn)了焊接參數(shù)自動(dòng)記錄,提高了鋼管質(zhì)量的可追溯性。
預(yù)精焊機(jī)組引進(jìn)投產(chǎn)以來,山東勝利鋼管有限公司做了大量卓有成效的工作,逐漸消化吸收掌握了預(yù)精焊機(jī)組的生產(chǎn)特性,產(chǎn)品質(zhì)量得到了根本改善。預(yù)精焊產(chǎn)品優(yōu)勢(shì)突出體現(xiàn)在焊縫一次合格率高、焊縫形狀良好、鋼管尺寸精度高、管端噘嘴小、殘余應(yīng)力小等方面。二、初步分析
1、關(guān)于焊縫形狀
焊縫形狀主要包括:焊縫高度、焊縫寬度、焊縫與母材的過渡角、內(nèi)焊縫馬鞍形等。鋼管焊縫形狀受焊接參數(shù)、焊點(diǎn)偏心距、焊絲間距、焊劑、坡口尺寸、母材(坡口)邊緣狀況、鋼管尺寸精度等因素的影響,取決于各因素綜合作用下熔池的受力狀態(tài)及熔池形狀。
預(yù)精焊產(chǎn)品易于形成良好的焊縫形狀,主要由于以下因素:
(1)預(yù)精焊機(jī)組精焊時(shí)沒有成型機(jī)臂的干涉,焊點(diǎn)偏心距、焊絲間距等參數(shù)可調(diào)整到最優(yōu)化位置,有利于消除內(nèi)焊縫馬鞍形和形成良好的的焊縫過渡角。 (2)預(yù)精焊應(yīng)用三臺(tái)重載銑邊機(jī)聯(lián)合銑邊工藝,銑刀盤具備仿形隨動(dòng)功能,確保了母材(坡口)邊緣均勻一致,坡口寬度、深度穩(wěn)定,鈍邊大小穩(wěn)定,有助于焊縫外觀形貌調(diào)整,有利于降低焊縫高度,保持焊縫形狀均勻一致。 (3)預(yù)精焊工藝生產(chǎn)時(shí),預(yù)焊鋼管應(yīng)力釋放后才進(jìn)行精焊,低應(yīng)力狀態(tài)下的焊接過程有利于保持良好的熔池受力狀態(tài)及形狀,形成理想焊縫形狀。 (4)預(yù)精焊鋼管尺寸精度高,鋼管直度、不圓度、直徑周長(zhǎng)差、管端噘嘴等參數(shù)控制的都很好,再加上精焊機(jī)的焊頭不但有左右方向的自動(dòng)調(diào)節(jié),還有高度方向的激光跟蹤自動(dòng)調(diào)節(jié),能確保焊頭和鋼管表面的距離始終保持一致,有助于保持焊縫寬度和高度的均勻一致。
2、關(guān)于鋼管尺寸及殘余應(yīng)力
由于螺旋鋼管不易實(shí)現(xiàn)全管體擴(kuò)徑,鋼管尺寸主要由成型工藝決定。水壓試驗(yàn)有均衡鋼管殘余應(yīng)力的功效,但水壓實(shí)驗(yàn)前鋼管的殘余應(yīng)力值也主要取決于成型質(zhì)量。 勝利鋼管引進(jìn)的預(yù)精焊機(jī)組生產(chǎn)的鋼管尺寸精度高、殘余應(yīng)力小,主要是成型過程穩(wěn)定,成型質(zhì)量高。
分析原因,主要取決于以下因素:
(1)預(yù)焊機(jī)組實(shí)現(xiàn)了從拆卷、矯平、剪切對(duì)焊、銑邊、遞送、板邊預(yù)彎、成型、預(yù)焊到定尺切管全過程計(jì)算機(jī)自動(dòng)化控制。鋼帶遞送線控制精度高,響應(yīng)迅速,調(diào)整及時(shí),成型角變化小,因此鋼管尺寸控制精準(zhǔn)。成型參數(shù)可根據(jù)鋼帶厚度和性能自動(dòng)調(diào)整,從而可減小變形阻力,解決鋼帶變形過量或不足的問題,減小殘余應(yīng)力的產(chǎn)生。 (2)預(yù)精焊機(jī)組應(yīng)用了“變距成型”成型技術(shù),這種技術(shù)更有利于提高螺旋焊管成型穩(wěn)定性。 (3)預(yù)精焊機(jī)組解決了成型與焊接的干涉問題,可以使得整個(gè)鋼帶寬度上變形均勻,同時(shí)強(qiáng)大的板邊三輥預(yù)彎?rùn)C(jī)構(gòu)的使用也使板邊變形更加充分,從而提高鋼管尺寸精度,降低殘余應(yīng)力。 (4)在線管徑自動(dòng)測(cè)量裝置的應(yīng)用也為鋼管尺寸精準(zhǔn)控制提供了有力保障。
3、關(guān)于管端噘嘴
管端噘嘴以及近年來大家比較關(guān)注的管端“直邊”現(xiàn)象實(shí)際都是由于鋼帶板邊變形不充分造成的。
預(yù)精焊機(jī)組生產(chǎn)的產(chǎn)品在此特性上具備優(yōu)勢(shì),主要原因是:
(1)預(yù)精焊機(jī)組解決了鋼管成型過程與焊接相互干涉的問題,板邊變形更充分,可有效預(yù)防噘嘴的產(chǎn)生。 (2)預(yù)精焊機(jī)組采用強(qiáng)大的板邊三輥預(yù)彎?rùn)C(jī)構(gòu),根據(jù)不同的鋼管管徑、壁厚和帶鋼的強(qiáng)度分別調(diào)節(jié)3個(gè)彎邊輥的位置,以獲得良好的預(yù)彎效果,可有效地彌補(bǔ)帶鋼在成型過程中因變形不足而產(chǎn)生的成型縫噘嘴現(xiàn)象。
三、實(shí)測(cè)結(jié)果
本文提取具有對(duì)比意義的2020年10-11月份,公司預(yù)精焊分廠(兩步法)及二分廠(一步法)同時(shí)生產(chǎn)的神木-安平 Φ813×12.5mm L450M鋼管部分性能參數(shù)進(jìn)行對(duì)比。其間預(yù)精焊分廠共計(jì)生產(chǎn)檢驗(yàn)鋼管2243根,二分廠共計(jì)生產(chǎn)檢驗(yàn)鋼管1287根。結(jié)果如下:
(一)焊縫一次合格率
表1 焊縫一次合格率統(tǒng)計(jì)
規(guī)格材質(zhì) |
指令號(hào) |
生產(chǎn)方式 |
檢驗(yàn)根數(shù) |
焊縫一次合格率 |
排除管端缺欠后焊縫合格率 |
813*12.5mm
L450M |
2020-10-813-3-7,
2020-11-813-2-39 |
一步法 |
1287 |
89.7% |
89.7% |
2020-01-813-6-1,
2020-06-813-6-2 |
兩步法 |
2243 |
92.2% |
96.2% |
兩種工藝生產(chǎn)鋼管的焊縫一次合格率情況見表1,通過數(shù)據(jù)對(duì)比可以看出,兩步法鋼管焊縫一次合格率比一步法高2.5%,排除管端缺欠后,焊縫一次合格率進(jìn)一步提高到96.2%。
管端缺欠主要集中在管端0-100mm范圍內(nèi),經(jīng)修磨或切除方法去除。而經(jīng)統(tǒng)計(jì)測(cè)算兩步法產(chǎn)品的綜合材耗比一步法降低了0.7%。表明兩步法生產(chǎn)具有比較優(yōu)勢(shì)。
(二)焊縫及熱影響區(qū)物理性能
1、焊縫抗拉強(qiáng)度
通過表2可以看出,兩種工藝生產(chǎn)鋼管的焊縫抗拉強(qiáng)度相近。
表2 焊縫抗拉強(qiáng)度均值及95%置信區(qū)間
規(guī)格材質(zhì) |
生產(chǎn)方式 |
焊縫抗拉強(qiáng)度/MPa |
813*12.5mm L450M |
一步法 |
673.2±5.2 |
兩步法 |
661.8±3.5 |
標(biāo)準(zhǔn)要求 |
≥535 |
2、焊縫、熱影響區(qū)沖擊功
通過表3可以得出,兩種工藝生產(chǎn)鋼管的焊縫沖擊功及熱影響區(qū)沖擊功試驗(yàn)數(shù)據(jù)相近。
表3 焊縫、熱影響區(qū)沖擊功均值及95%置信區(qū)間
規(guī)格材質(zhì) |
類型 |
焊縫沖擊功/J |
熱影響區(qū)沖擊功/J |
813*12.5mm L450M |
一步法 |
202.0±6.3 |
287.9±7.5 |
兩步法 |
200.2±2.3 |
287.8±5.5 |
標(biāo)準(zhǔn)要求 |
KV均值≥60 |
KV均值≥60 |
(三)焊縫形狀 1、焊縫高度
(1)內(nèi)焊縫高度
從表4中可以看出兩種工藝生產(chǎn)鋼管的內(nèi)焊縫高度數(shù)據(jù)相近。
表4 內(nèi)焊縫高度均值及95%置信區(qū)間
生產(chǎn)方式 |
內(nèi)焊縫高度/ mm |
技術(shù)要求 |
兩步法 |
2.1±0.01 |
0.0-3.0 mm |
一步法 |
2.2±0.01 |
(2)外焊縫高度
從表5可以看出:兩步法產(chǎn)品的外焊縫高度均值比一步法產(chǎn)品低0.3mm。
表5 外焊縫高度均值及95%置信區(qū)間
生產(chǎn)方式 |
外焊縫高度/ mm |
技術(shù)要求 |
兩步法 |
1.1±0.01 |
0.0-2.5 mm |
一步法 |
1.4±0.02 |
2、焊縫過渡角
內(nèi)、外焊縫過渡角采用對(duì)金相試樣測(cè)量的方式進(jìn)行測(cè)量。外焊縫結(jié)果見表6,內(nèi)焊縫結(jié)果見表7。
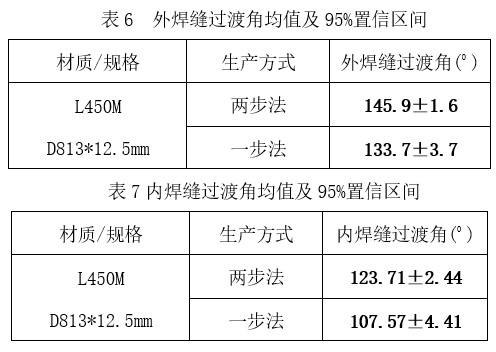
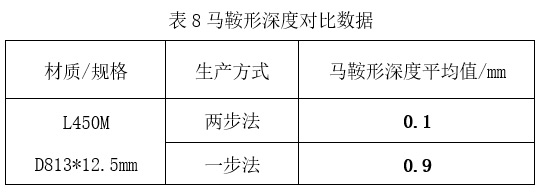
從表6及表7可以看出,兩步法產(chǎn)品均值高于一步法產(chǎn)品,說明兩步法生產(chǎn)的鋼管內(nèi)、外焊縫過渡比一步法更為平 緩,可明顯較少應(yīng)力集中。3、內(nèi)焊馬鞍形 內(nèi)焊縫馬鞍形深度測(cè)量在金相試樣上進(jìn)行。典型的焊縫宏觀金相圖片見圖1、圖2,圖1為一步法生產(chǎn),圖2為兩步法生產(chǎn)。 測(cè)量數(shù)據(jù)平均值見表8,一步法生產(chǎn)的鋼管馬鞍形深度平均值為0.9mm,兩步法生產(chǎn)的鋼管馬鞍形深度平均值為0.1mm。從圖2上可明顯看出,焊縫基本沒有馬鞍形,內(nèi)焊縫較為飽滿。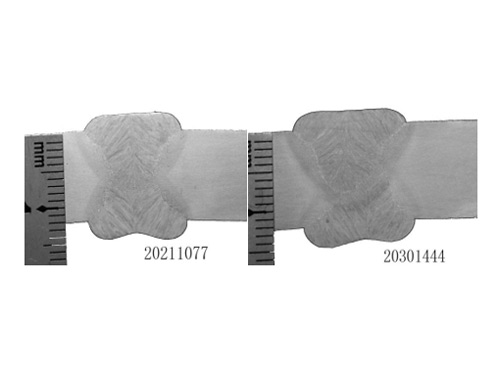
圖1 一步法生產(chǎn)鋼管焊縫金相圖
圖2 兩步法生產(chǎn)鋼管焊縫金相圖,對(duì)所有金相試樣內(nèi)焊縫的馬鞍形深度進(jìn)行了測(cè)量
(四)鋼管外觀尺寸
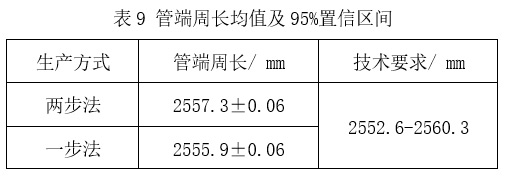
1、直徑 (1)管端周長(zhǎng)
從表9可以看出,兩種工藝生產(chǎn)鋼管的數(shù)據(jù)基本一致。
(2)管端周長(zhǎng)差 從表10中可以看出:兩者均值相近,管端周長(zhǎng)差較小。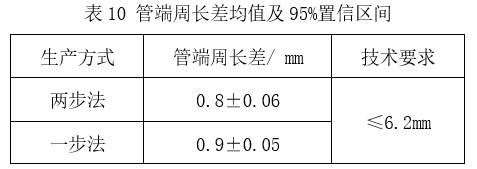
(3)管體周長(zhǎng) 從表11中可以看出:兩者均值相近。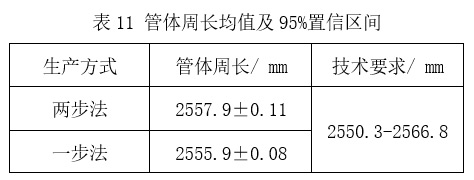
2、管端不圓度 從表12可以看出,兩步法產(chǎn)品管端不圓度均值比一步法產(chǎn)品小1mm左右,說明兩步法成型質(zhì)量?jī)?yōu)于一步法。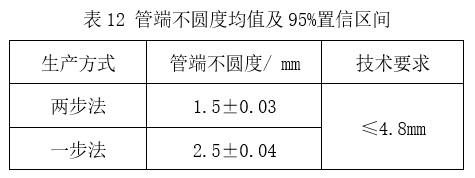
3、直度 從表13中可以看出:兩步法產(chǎn)品的直度均值比一步法產(chǎn)品低0.6mm左右,說明兩步法成型質(zhì)量?jī)?yōu)于一步法。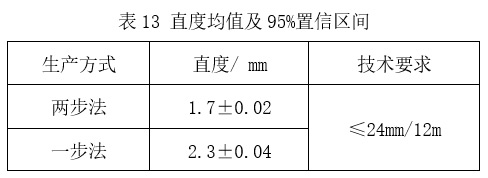
4、噘嘴 從表14中可以看出:兩種工藝產(chǎn)品均值相近,噘嘴數(shù)值都很小,控制在0.5mm以下。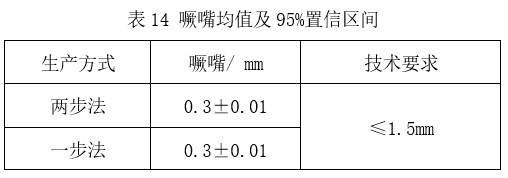
為進(jìn)一步驗(yàn)證預(yù)精焊機(jī)組在控制噘嘴特性方面的優(yōu)勢(shì),本文統(tǒng)計(jì)了近年來兩種工藝產(chǎn)品的噘嘴情況,見表15。 從表15可以看出,雖然兩種工藝生產(chǎn)的產(chǎn)品,管端噘嘴數(shù)值都比較低,但預(yù)精焊產(chǎn)品尤其厚壁時(shí)明顯優(yōu)于一步法產(chǎn)品。
(五)殘余應(yīng)力
兩種工藝生產(chǎn)鋼管的殘余應(yīng)力采用切環(huán)法進(jìn)行測(cè)量,通過測(cè)量周向張開量采用日本JFE的計(jì)算公式進(jìn)行殘余應(yīng)力值計(jì)算。結(jié)果見表16。取樣工位:管端擴(kuò)徑前。
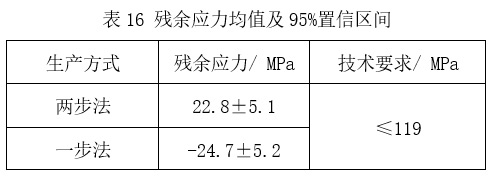
從表16可以看出,兩步法產(chǎn)品切環(huán)為外彈,一步法產(chǎn)品切環(huán)為內(nèi)彈,兩種工藝生產(chǎn)鋼管的殘余應(yīng)力值都很低。
四、結(jié)論
經(jīng)過對(duì)比驗(yàn)證,可以看出,預(yù)精焊工藝生產(chǎn)的產(chǎn)品相比傳統(tǒng)一步法工藝生產(chǎn)的產(chǎn)品在以下幾方面具有明顯的質(zhì)量?jī)?yōu)勢(shì): (1)排除管端缺欠后,在材耗未升高的情況下,產(chǎn)品焊縫一次合格率明顯提高,超過了95%。
(2)預(yù)精焊產(chǎn)品焊縫高度明顯降低,焊縫與母材過渡更緩和。
(3)預(yù)精焊產(chǎn)品內(nèi)焊縫外觀形狀明顯好于一步法產(chǎn)品,內(nèi)焊縫基本消除了“馬鞍形”。
(4)預(yù)精焊產(chǎn)品管端不圓度和管體直度參數(shù)明顯優(yōu)于一步法產(chǎn)品。
(5)預(yù)精焊產(chǎn)品尤其是厚壁時(shí)“噘嘴”現(xiàn)象不明顯,從根本上解決了鋼管管端“直邊”問題。
(6)預(yù)精焊產(chǎn)品殘余應(yīng)力較小。
兩種工藝產(chǎn)品大量的對(duì)比數(shù)據(jù)將在今后的生產(chǎn)中繼續(xù)呈現(xiàn),對(duì)于形成差異的原因,將會(huì)從成型機(jī)理上、焊接原理上進(jìn)行更深層次的研究分析,同時(shí)針對(duì)消除管端缺欠將加大攻關(guān)力度,以使預(yù)精焊工藝優(yōu)勢(shì)得到充分發(fā)揮。